易霖博信息安全服務(wù) 專業(yè)信息咨詢,守護企業(yè)安全
在數(shù)字化時代,信息安全已成為企業(yè)運營的基石。易霖博信息安全服務(wù)專注于提供全面的信息咨詢服務(wù),幫助企業(yè)識別、防范和應(yīng)對潛在的信息安全威脅,確保業(yè)務(wù)連續(xù)性和數(shù)據(jù)完整性。
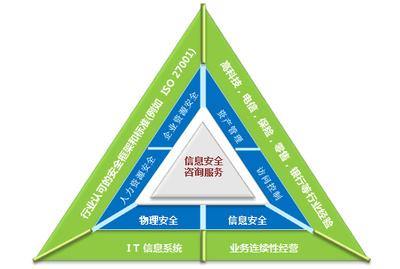
我們的服務(wù)涵蓋多個關(guān)鍵領(lǐng)域:風(fēng)險評估與審計、安全策略制定、合規(guī)性咨詢以及應(yīng)急響應(yīng)支持。通過深入分析企業(yè)的信息系統(tǒng)和業(yè)務(wù)流程,我們能夠精準(zhǔn)識別漏洞和風(fēng)險點,為客戶量身定制解決方案。無論是應(yīng)對日益復(fù)雜的網(wǎng)絡(luò)攻擊,還是滿足行業(yè)監(jiān)管要求,易霖博都能提供專業(yè)指導(dǎo)和技術(shù)支持。
我們的團隊由經(jīng)驗豐富的安全專家組成,致力于以客戶為中心,提供及時、高效的服務(wù)。選擇易霖博,意味著您將獲得可靠的信息安全伙伴,共同構(gòu)建堅固的防護體系,推動企業(yè)可持續(xù)發(fā)展。
如若轉(zhuǎn)載,請注明出處:http://www.jw36.cn/product/34.html
更新時間:2026-04-13 23:31:46